Enhancing sustainability through optimized production at the screen.
by Serge Raymond

A growing trend within the mining and aggregate industries is adjusting practices with the goal of creating more eco-conscious operations. Increasing efficiency is one key approach toward this goal, which requires a good relationship between a plant’s workforce and its equipment.
Screen media selection plays a vital role, and high-vibration screen media can increase the sustainability of a plant in numerous ways.
Minimizing material recirculation
An efficient crushing circuit relies on optimized screening performance for a high-yield, high-quality product. Synthetic media, such as polyurethane, is a popular choice due to its durability, which means fewer replacements during processing and, consequently, a perception of a lower cost of production per ton.
However, its vibrations are limited to what the screen box can produce, which is typically a range between 500-1,000 strokes per minute. Also, any tears in the synthetic panels aren’t visible, which eliminates the possibility for any quick, visual checks. Fewer vibrations, plus these potential maintenance complications, can result in reduced throughput that also contains out-of-spec material that will need to be rescreened.
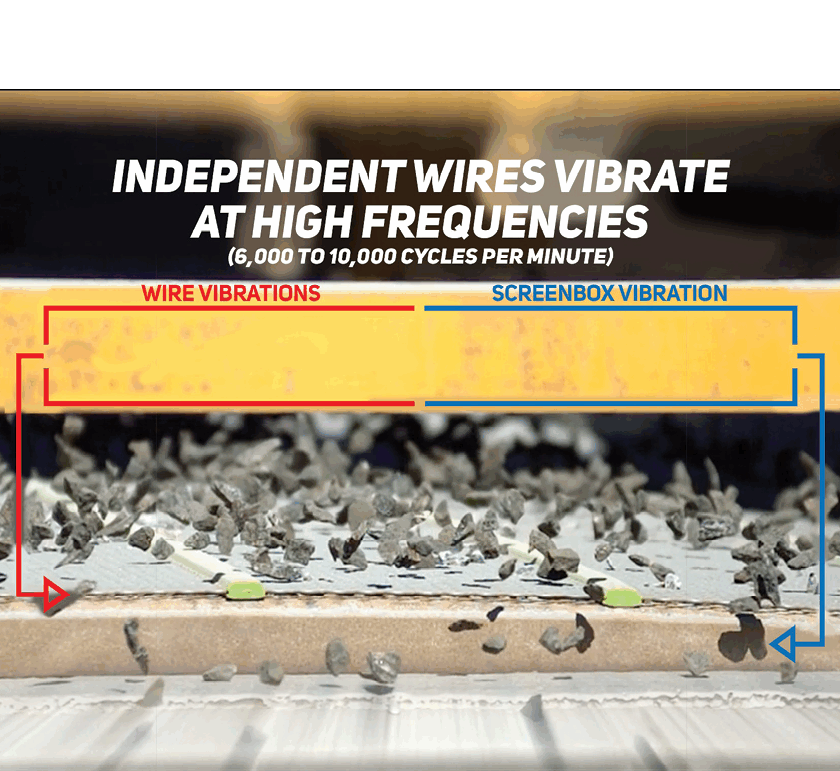
In comparison, tensioned high-vibration wire screen media allows wires to vibrate independently at a high frequency between 6,000 and 10,000 strokes per minute for faster material stratification. This type of screen media also features up to 50% more screen capacity than traditional polyurethane and rubber panels. The increased screening action, coupled with more open area, allows for more material to be sized accurately in less time, which reduces both material recirculation and wear on the crushers.
Reducing water usage
Optimizing energy consumption is a win-win for the environment as well as for a plant’s return on investment. One way to achieve this is by reducing the water usage used to clean off clogged screens. High-vibration screen media creates a self-cleaning action that virtually eliminates pegging and clogging across the top and bottom decks that arise from caked-on material and jammed particles. This means that material processing can proceed with fewer needed resources, which in turn reduces operational costs.
Partnering with a manufacturer
When it comes to improving operational efficiency, the best supplier won’t just offer products but also collaborate with their customers on solutions to keep operations up-to-date and competitive with industry-leading, sustainable practices. Partnering with an OEM-certified technician is a cost-effective first step toward identifying where and how high-vibration screen media can enhance the efficiency of an operation.
When choosing a manufacturer, consider one that prioritizes sustainability not just in its products but also in its internal operations. Look for screen media that reduces energy consumption in a plant.
Some manufacturers even take sustainability a step further by recycling manufacturing materials, including polyurethane, instead of discarding them. Rather than letting it go to waste, they grind leftover material – including the fine polyurethane dust generated during production – into pellets and reintegrate them into the manufacturing cycle. This approach minimizes waste and ensures that nearly all scrap polyurethane is reused.
By choosing manufacturers committed to eco-conscious practices both in their products and internal operations, you contribute to a more sustainable industry.
Sustainability success
Energy-efficient mining practices can go hand in hand with maximized productivity. Look for a screen media manufacturer with a cost-per-ton advantage that delivers both with a higher, better-quality yield using fewer resources to create a more eco-friendly process.
About the author: Serge Raymond is a product specialist for global wire screen manufacturer MAJOR. MAJOR is a Haver and Boecker company.
MAJOR is a Canadian-based company founded in 1884 by Mr. E. J. MAJOR. Over the past 140-plus years, the company has partnered with the mineral industry to developed the most advanced screening media to meet the changing needs and demands of customers.
A global manufacturer, MAJOR aims to master wire quality, manufacturing, the screening process and screening media with the goal of partnering with producers to increase their screening performance and profitability.
Its parent company, Haver & Boecker, was founded in 1887. The family-managed company now has over 50 subsidiaries on five continents and 3,000 employees worldwide.